



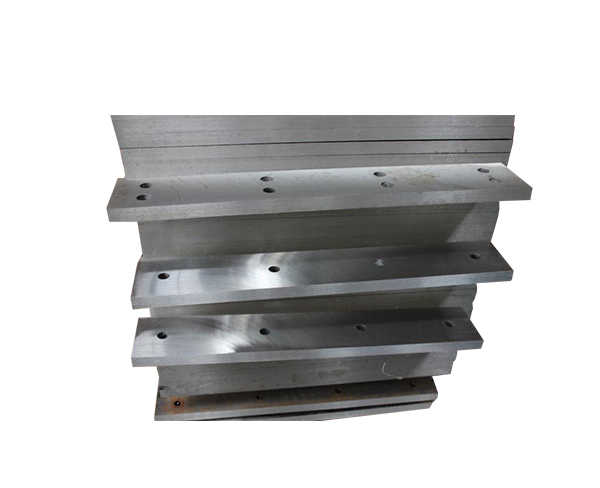
危废撕碎机刀片作为处理危险废物的部件,其日常保养直接影响设备效率、使用寿命及安全性。以下是关键保养要点:
一、作业后清洁与防腐
1. 残渣清理:停机后立即清除刀片表面及缝隙中的废料(如金属碎屑、塑料残留),使用软毛刷或高压清理,避免硬物刮擦损伤刀刃。
2. 防锈处理:用无水乙醇擦拭刀片,喷涂防锈油或涂覆食品级润滑脂,尤其注意刀轴连接处。潮湿环境作业后需重点防护。
二、磨损监测与修复
1. 日检标准:通过观察碎料颗粒均匀度判断刀刃锋利度,颗粒变大或设备振动加剧时需拆检。使用卡尺测量刀刃厚度,单边磨损超0.5mm需修磨。
2. 修磨:委托厂家或使用磨床修复,保持原始刃角(通常55-65°),每次修磨量不超过0.2mm,避免退火。高频使用刀片建议配备备用组轮换。
三、润滑系统维护
1. 轴承润滑:每周加注耐高温锂基脂(NLGI 2级),注脂量占轴承腔60%。密封轴承每2000小时更换润滑脂。
2. 传动部件:齿轮箱每月检测油位,使用ISO VG320重载齿轮油,每半年更换并清洗磁性放油塞。
四、动态平衡管理
1. 安装精度:更换刀片时用扭矩扳手按对角线顺序紧固螺栓(通常120-150N·m),安装后空载试机检测振动值,要求≤4.5mm/s。
2. 动平衡校正:累积运行2000小时后需做动平衡测试,不平衡量应<15g·cm,超标时通过配重孔调整。
五、智能预警应用
加装振动传感器实时监测刀片状态,设置预警阈值(如振动速度6.3mm/s报警,10mm/s自动停机),结合PLC系统记录磨损曲线,实现预测性维护。
系统化保养可提升刀片寿命30%-50%,建议建立包含清洁记录、润滑台账、修磨次数等信息的数字化档案,结合设备负载量制定个性化保养周期。特别注意处理含强酸、重金属废料后需增加防腐检查频次。



 在线客服
在线客服 13956237559
13956237559 583975184@qq.com
583975184@qq.com


